產品分類Product







CTS-2108PA 型便攜式相控陣超聲檢測儀
CTS-PA22A相控陣超聲檢測儀
CTS-PA22T 相控陣全聚焦快速超聲成像系統
CTS-PA22X型 相控陣超聲系統

CTS-2108PA相控陣超聲檢測儀是汕頭“超聲電子”研制的第一代達到32:64檢測通道的相控檢測儀器;儀器全中文操作,采用防水、防油面板,無風扇設計,操作簡單、快捷,實現檢測數據全程記錄,配套的相控陣探頭、掃查器全部自主研發制造,實現了全套設備性能和功能的匹配、性價比,并為用戶提供個性化的應用工藝定制服務。
CTS-PA22A相控陣超聲檢測儀是汕頭“超聲電子”新自主研制、接收檢測通道可達64個的便攜式相控檢測儀器;儀器采用防水、防油面板,無風扇設計,可觸屏操作,實現檢測數據全程記錄,配合自主研制的相控陣探頭和探傷工藝,可實現全套相控陣系統的性能、性價比、技術支持,具有競爭力的智能化相控陣超聲檢測設備。
CTS-PA22T是我司自主研發的一款新型64通道全并行的相控陣全聚焦(TFM)快速超聲成像檢測系統。系統實時采集材料內部的全矩陣(FMC)數據,并利用基于FPGA運算的高速硬件成像技術,實現對金屬以及非金屬材料的高精度實時相控陣2D/3D全聚焦(TFM)成像檢測。工業相控陣RF射頻元數據平臺,可直接對完整的原數據進行計算機處理。
CTS-PA22X是我司新推出的相控陣超聲系統,是一個支持二次開發的相控陣平臺,集成了電子、軟件、信號處理、超聲等多項先進技術,可廣泛應用于管材、板材、輪軸輪對、葉片、曲軸等各種超聲波檢測系統之中。CTS-PA22X提供了精心設計的二次開發接口,用戶可在CTS-PA22X的基礎上開發應用軟件,增加自己有的功能和界面,集成到自己的系統之中,形成各種專用檢測系統。
功能特點
32:64檢測通道,可同時激勵32個陣元進行聚焦,可使用陣元數目多達64個的相控陣探頭。當探頭其他參數一定時,通道數越多,其聲束控制及成像特性就越好。采用64個檢測通道對工件進行大面積的C掃描,大大提高檢測效率。
1ns 的延時精度;提高相位延時的精度,能夠顯著地抑制旁瓣,提高聲束的縱向和橫向分辨率,改善成像清晰度。
A掃、線掃、扇掃、C掃實時快速成像,支持A掃+線掃、A掃+線掃+C掃、A掃+扇掃、A掃+扇掃+C掃等顯示方式組合,連續數據記錄可選擇編碼器(SCQpa-1、SCQpa-2、輪式探頭)和時基兩種模式,100%原始數據采集。
支持ASME標準規定的ACG和TCG曲線補償功能,解決扇形掃查時能量分布不均勻及測量誤差等問題;支持ACG自動標定功能,采用ACG及TCG補償時缺陷回波靈敏度一致性更高。
國內無需風扇散熱的相控陣儀器,儀器采用全密封防水防塵設計及自然散熱模式,適合各種惡劣檢測環境。
軟件操作模塊化設計,提供各種檢測模塊,對接焊縫、T型焊縫、復合材料等,操作簡單,缺陷判斷更容易。
聚焦法則根據波束角度及焦距、掃查模式、探頭晶片參數自動計算快速生成,扇形掃查角度步進自動優化。
50dB 模擬增益、36dB數字增益;20MHz的帶寬,濾波器0.5-9.7MHz、4.0-12.5MHz、6.7-20.8MHz三檔可選,脈沖寬度根據探頭頻率自動優化,凸顯優良的噪聲處理技術;具有圖像平滑處理功能,提高圖像顯示質量。
8.4寸工業級、全WVGA分辨率(800x600)TFT顯示屏,室外或強光線下提供的顯示效果。
海量數據存儲,可存儲A掃、線掃、扇掃及C掃圖像;自動生成檢測報告。
USB接口,實現數據快速轉存;HDMI視頻接口實現檢測屏幕無限擴大。
電源供電交直流兩用,可同時使用兩塊鋰電池供電,供電時儀器根據電量可自動切換電池,確保儀器工作6小時以上。
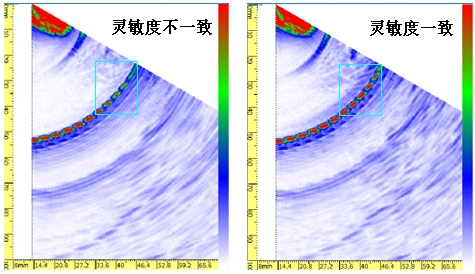
2108未開啟ACG功能檢測的圖片 2108開啟ACG功能檢測的圖片

A型試塊橫波扇掃圖片
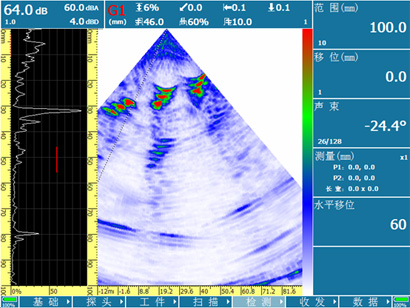
A型試塊縱波扇掃圖片

A+S焊縫檢測模塊
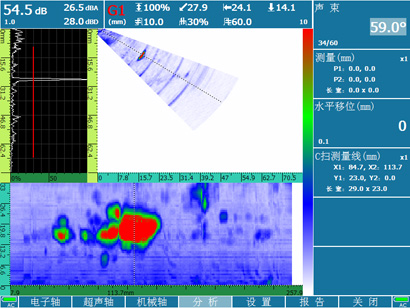
A+S+C焊縫掃描檢測

A+L+C復合材料C掃描檢測
| 物理參數 | |
| 顯示 | 8.4”800×600彩色TFT |
| 探頭接口 | I-PEX 160pin |
| I/O接口 | USB 2.0(HOST) |
| HDMI視頻接口 | |
| LAN 100M網絡接口 | |
| 編碼器接口 | |
| 存儲器 | 內部:1GB內存+4GB閃存 |
| 外部: U盤 | |
| 重量 | 3kg(含電池) |
| 體積 | 290mm×195mm×105mm |
| 電源 | AC:100~240V 50Hz/60Hz; DC:12V |
| 充電 | 外置充電器 |
| 電池時間 | >6h |
| 功率 | 25W |
| 語言 | 中文/英文 |
| 溫度特性 | 工作溫度:-10℃~40℃ |
| 儲存溫度:-30℃~60℃ | |
| 防護等級 | IP53 |
| 脈沖發生器 | |
| PRF | 10000Hz |
| 電壓 | 負方波,-50V~-100V,10V步進 |
| 寬度 | 20~800ns,5ns步進 |
| 阻尼 | 50Ω |
| 延時精度 | 0~10us 精度1ns |
| 接收器 | |
| 帶寬 | 0.5~20MHz |
| 增益 | 0.0~86.0dB,50dB模擬增益,36dB數字增益 |
| 接收延遲 | 0~10us 精度1ns |
| 濾波器 | 0.5~9.7MHz、4.0~12.5MHz、6.7~20.8MHz三檔可選 |
| 檢波 | 正向、負向、全波、射頻 |
| 通道 | 32:64 |
| 掃描 | |
| 類型 | 線掃、扇掃、C掃 |
| 觸發 | 時基/編碼器 |
| 掃描線 | 128線 |
| 角度 | 線掃 -75°~+75°,步進0.1、1、10可調 |
| 扇掃 -75°~+75°,步進自動優化 | |
| 校準 | |
| 自動校準 | 聲速、探頭零點、ACG、DAC/TCG |
| 檢測范圍 | 0.0~1000mm (鋼縱波) |
| 顯示延遲 | 1000mm |
| 單位 | mm、us |
| 閘門 | |
| 測量閘門 | A、B |
| 界面閘門 | I(選項) |
| 閘門起點 | 全范圍 |
| 閘門寬度 | 閘門起點到全范圍 |
| 閘門高度 | 0~100% |
| 報警 | 聲、光 |
| 參考光標 | 兩個測量光標,可測量圖像上水平、垂直位置及光標間距離 |
| 測量 | |
| DAC | 20點,40dB動態范圍 |
| 測量模式 | 前沿、峰值 |
| 顯示讀數 | 閘門內讀數:幅度及聲程 |
| 光標測量讀數:位置、長度、高度(寬度)、光標間距 | |
| 測量分辯率 | 0.5mm |
| 曲面校正 | 支持 |
| 輔助功能 | 通過聚焦法則完成 |
| 配套探頭 | |
| 標準配置 | 探頭:4L16-1.0*10-C10,楔塊:SC10-N55S |
| 選配 | 5L64 5MHz\64 ELE\1.0mm |
| 2.5L16 2.5MHz\16 ELE\0.5mm | |
| 5L32 5.0MHz\32 ELE\0.5mm | |
| 2.5S32 2.5MHz\32 ELE\0.5mm | |
| 2.5L32 2.5MHz\16 ELE\1.0mm 更多>> | |
| 掃查器 | |
| 型號 | SCQpa-1 |
| 測量分辨率 | 0.5mm |
| 說明 | 相控陣C掃 |
| 磁吸功能 | |

應用領域
1 常規焊縫檢測
鋼結構、電站鍋爐、壓力容器、輸送管道、核電、油罐、儲罐等對接焊縫、角焊縫、TKY焊縫采用相控陣扇形掃查,利用一次波及二次波對焊縫進行全覆蓋,沿線掃查替代鋸齒形掃查,檢測效率及檢測可靠性顯著提高。
2 葉根或探頭移動空間受限的工件檢測
探頭移動的空間受限,常規檢測時需要使用不同角度的探頭,利用相控陣檢測進行扇形掃查可實現全覆蓋檢測,檢測效率與可靠性大大提高。電力行業標準《DL/T714-2011 汽輪機葉片超聲波檢驗技術導則》提到可以用相控陣檢測樅樹型葉根。
3 螺栓檢測
在許多鋼結構的連接中使用到螺栓,螺栓的根徑裂紋嚴重影響到螺紋的使用,利用相控陣的小角度扇掃覆蓋螺栓的螺紋區域,圖像化顯示結果很容易判斷螺紋有沒有產生裂紋。CTS-2108PA儀器滿足電力標準《DL/T 694-2012 高溫緊固螺栓超聲波檢測技術導則》的附錄D高溫螺栓超聲相控陣檢測技術的要求。
4 鋼軌焊縫檢測
鋼軌焊縫的檢測采用常規方法需要采用多種探頭滿足焊縫的全覆蓋檢測,利用相控陣的偏轉掃查可使鋼軌焊縫的檢測效率與可靠性明顯提高,相控陣的圖像化顯示為鐵路鋼軌焊縫的管理提供了可靠的依據。
5 鐵路車軸及輪對檢測
車軸的檢測需要采用多種角度的探頭前后移動才可滿足全覆蓋檢測,而采用相控陣扇掃則可滿足車軸卸荷槽及壓裝部位的全覆蓋檢測,由于車軸的規格比較單一,模塊化的車軸輪廓顯示為車軸缺陷的判斷提供了便捷,避免由于干擾波或工作人員經驗不足而造成的誤判或漏檢。對輪對進行檢測時采用專用的配套直探頭楔塊和斜探頭楔塊,采用相控陣扇掃及線掃的大范圍檢測,操作簡單,探傷效率高,而且對同一缺陷進行多聲束多角度掃查,缺陷檢測率高。
6 鋁合金攪拌摩擦焊縫檢測
在焊縫兩側各用一個相控陣探頭檢測縱向缺陷,如有規定,另用一個相控陣探頭檢測橫向缺陷;使用65°和35°橫波檢測縱向缺陷;使用45度橫波和-30~30°扇掃檢測橫向缺陷。CTS-2108PA儀器滿足航天行業標準《QJ20045-2011 鋁合金攪拌摩擦焊超聲相控陣檢測方法》的檢測要求。
7 乙烯管道接頭
乙烯管道電熔接頭采用相控陣線掃檢測,可以對焊接良好、未熔焊接、夾渣(泥或沙)、過燒焊接以及冷焊進行檢測,檢測結果清晰明了,易于判斷。乙烯管道熱熔接頭采用相控陣串列式掃查及扇形掃描可對接頭全覆蓋,各類缺陷均有較高的檢出率。
8 復合材料相控陣C掃描檢測
復合材料的廣泛使用,特別是航空航天,以前檢測均是采用單探頭單點檢測,檢測效率低且容易漏檢。采用相控陣C掃描檢測,不僅可以提高檢測效率,對常見的脫粘缺陷進行圖像化顯示,對缺陷面積進行評估。

